


重庆钣金加工间的切割机在切割过程中具有切割速度快、切缝小等特点。可能会导致实际切割速度受限,割缝过大,切割面不平整。如果排除等离子数控切割机本身的机械故障,则需要在操作过程中错误地设置等离子数控切割机的相关参数。也会影响实际的切割效果。
切割电流,增加切割电流也可以增加等离子弧的功率,但受最大允许电流的限制,否则会使等离子弧柱变粗,切缝宽度增加,电极寿命减少。
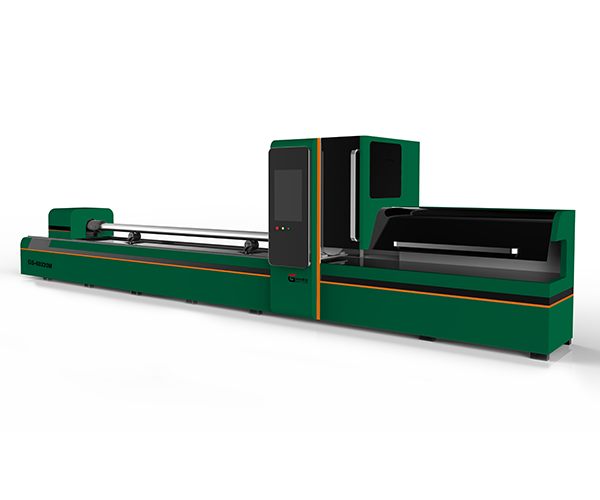
激光切割是利用钣金的高功率密度激光束扫描材料表面,在极短的时间内将材料加热到几千到几万摄氏度,使材料熔化或汽化,然后使用高压气体熔化或汽化材料。将化学物质从狭缝中吹走,达到切割材料的目的。激光切割,因为它用不可见光束代替了传统的机械刀,激光头的机械部分与工件无接触,工作时不会划伤工件表面;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,狭缝窄(0、1mm~0、3mm);切口无机械应力,无剪切毛刺;加工精度高,重复性好,对材料表面无损伤; CNC编程,可加工任意方案,无需开模即可大规格切割整板,经济省时。
随着等离子切割的发展到现在,可以使用的工作气体对等离子弧的切割特性、切割质量和速度有明显的影响。钣金常用的等离子弧工作气体有氩气、氢气、氮气、氧气、空气、水蒸气和一些混合气体。离子切割机广泛应用于汽车、机车、压力容器、化工机械、核工业、通用机械、工程机械、钢结构等行业!








